 İmece :
İmece :İç yapısı Dyneema veya Vectran kılıfı ise polyester liflerden oluşan halatlar, yapı itibarıyla çift örgü olmakla beraber, halatın mukavemetinin büyük kısmı iç yapıda olduğu için, kasa veya uç uca ekleme teknikleri yukarıda anlatılan çift örgü halatların tekniklerinden farklıdır.
Bazı üreticiler, tek örgü şeklinde üretilmiş iç yapının kendi üstüne yapılacak bir kasanın mukavemet olarak yeterli olacağını, dış kılıfı sadece estetik amaçlarla kasaya dahil edildiğini düşünmekteler.
Bu tip kasalar için birkaç farklı yöntem mevcuttur. Yöntemler arasındaki farka rağmen prensip aynıdır. Farklı uygulamalar, standart kavela setleri ölçüleriyle yapılan, halatın dış çapı esas alınarak oluşturulan kasa dikişi prensiplerinin bu yapı halatlara uygulanmaması gerekliğinden kaynaklanmaktadır.
Öncesinde yaklaşık 1 kavela boyu (çapın yaklaşık 25 katı) iç yapıyı dışarı çıkartıp kesmek, dış kılıfta bir bolluk yaratır. Bu işlem sayesinde, kasa oluşturmanın en sonundaki sıvazlamayı kolaylaştırır. Kasaya eğer bir sustalı kilit takılacaksa, bunu yanına bir ikincisi yerleştirilecek kadar büyük yapmakta yarar vardır.
En sondaki sıvazlama işlemi için bir vinç ve sağlam bir bağlantı kullanmak gerekebilir.
Eğer içteki yapı ile dış kılıf arasında bir ikinci kılıf varsa, tüm kasa dikişi (halat çapının yaklaşık 200 katı veya 5-6 kavela boyu) boyunca bu sıyrılmalıdır.
- Halatın ucu kesilir bantlanır
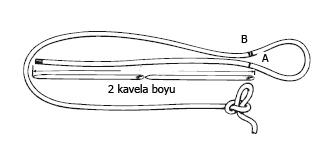
 Çımasından bedene doğru 2 kavela boyu (kalınlığın yaklaşık 50 katı) ölçülür. İşaretlenir
Çımasından bedene doğru 2 kavela boyu (kalınlığın yaklaşık 50 katı) ölçülür. İşaretlenir- Bazı üreticiler bu aşamada, yapılan hesabı halatın yüksek modüllü iç yapısının kalınlığına göre hesaplar ve uygular. En mukavim liflerde (Amsteel Plus veya Dyneema S) gibi bu oran 75 katına kadar çıkartılabilir.
- Kasanın uzunluğu tespit edilir. İkinci işaret konur (B)
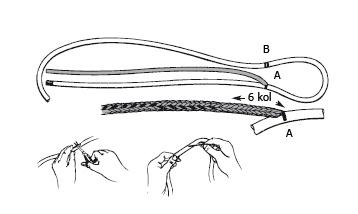
- Aynı normal çift örgü halatlardaki gibi iç yapı çıkartılır. Ancak farklı olarak B noktasından değil, A noktasından çıkartılır.
- Genellikle 32 kollu olan dış kılıfı olan halatlarda bu işlem daha zordur. Gerekirse, bazı lifler kılıftan çıkartılabilir.
 İç yapının ucu bantlanır.
İç yapının ucu bantlanır.- B noktasından 6-10 kavela boyu uzağa bir bağ yapılır.
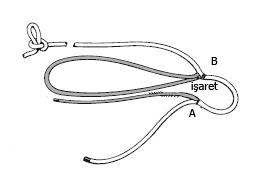
- İç yapı ve dış kılıf birkaç kez en ucundan bağın olduğu yere kadar sıyrılıp tekrar düzeltilir.
- İç yapı ile dış yapının kaymasına engel olmak için bu noktada iç yapı üzerine işaret konur (A’)
- İç yapı aynı standart çift örgü halatlardaki gibi inceltilir. Aslında kasa dikişinin mukavemetini sağlayan bu yapıdır ve tek örgü halatlardaki dikiş prensibi uygulanır. Hatta son aşamada kılıf kasaya dahil etmeyen uygulamalar da mevcuttur.
- A ile B noktası arası halat bölümü, radansanın içine oturacak bölüm, kaymamasına dikkat edilerek, (gerekirse her iki noktaya yani A ve B’ye birer biz veya iğne geçirilir) B noktasından yaklaşık 2,5 kavela uzunluğu iç yapı çıkartılır.
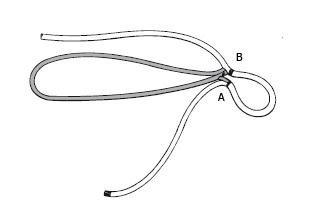
- Tam veya bu aşamada eğer, bir sustalı kilit veya sabit bir yapıya montaj sözkonusu ise hazırlanmış uçlar geçirilmelidir.
- İnceltilmiş iç yapı, B noktasından itibaren çıkartılmış diğer iç yapının içine sokulur.
- Bu işlem esnasında halatın gam yapmaması, yönünün düzgün olmasına dikkat edilmelidir.
- Bu tür halatların dikişleri, standart çift örgü halatlara kıyasla daha zordur
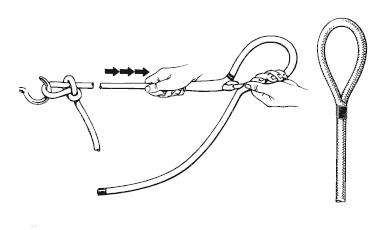
- Sıvazlama işlemi gerekirse bir vinç kullanılarak yapılmalıdır.
- Liflerin yerine oturması için sert bir zemin üzerinde ağır bir tokmakla ezmek kayma işlemini kolaylaştırır.
Yeni yorum ekle